New Eriez StackCell improves flotation cost and performance

Eriez’s StackCell technology uses two-stage flotation.
Froth flotation is the most industrially significant process for upgrading a wide range of mineral systems. Most operating concentrators have a flotation line. The majority of these operations use mechanical tank cells for the lion’s share of the flotation requirements.
Tank cells have some advantages. Firstly, they can float ore that is not fully liberated, which enables an initial separation with high recovery. However, this does not necessarily achieve a practical level of enrichment. Secondly, they are relatively robust and simple to operate, which is advantageous for handling ore variability and operator training. Thirdly, the stirred tank cell unit operation has been shown to be scalable, in other words, the feed to the unit can be increased or decreased by making the cells larger in a way that is well understood. Finally, the scale-up rules are simple and time-tested. This means that the flotation performance can be tested on a very small lab unit in a batch mode, and the results can be reliably extrapolated to large flowsheets.
Despite these advantages, there are significant trade-offs in terms of lower efficiencies and higher costs.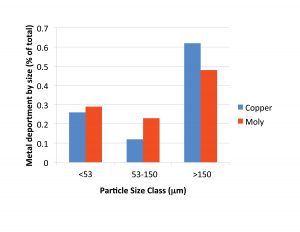
Conventional flotation
It is commonly appreciated that the flotation separation process depends on at least two sequential steps. In the first step, ore particles and bubbles collide efficiently to form aggregates.
The second step occurs as these bubble-particle aggregates gently float to the top 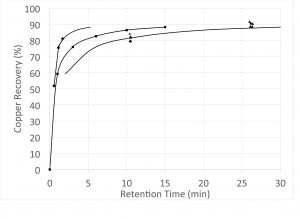 of the unit and join the froth phase. The first step is improved by adding large amounts of mechanical energy to induce turbulence which enhances collision and attachment, especially for fine particles. In contrast, the second step is improved by low energy quiescent fluid conditions, especially for coarse particles.
of the unit and join the froth phase. The first step is improved by adding large amounts of mechanical energy to induce turbulence which enhances collision and attachment, especially for fine particles. In contrast, the second step is improved by low energy quiescent fluid conditions, especially for coarse particles.
Therefore, in a conventional tank cell, the input of kinetic energy is selected to be a compromise between recovering fine particles and coarse particles. In practice, the tails are normally enriched in both of these size classes, as shown in Figure 1, which illustrates the metal contained by size in the final tailing stream for a world-class copper concentrator.
Here it can be observed that about 85% of unrecovered ore is in the fine and coarse size range for conventional flotation.
As a result of this compromise, ore particles may combine with bubbles and then be knocked apart by fluid acceleration (called “drop-back” in flotation lingo) several times before being successfully removed in the froth phase. This internal cycle within the unit results in lower overall efficiency, and can only be compensated by increasing the retention time in the tank, which has a direct impact by increasing the volume of the flotation cells by making them over-sized, compared with cells that could be designed and operated using a more efficient application of process engineering.
 Two-stage flotation
Two-stage flotation
The solution to this problem has been previously identified.
The basic idea is to break the flotation cell into two separate and isolated tanks. In the first tank, the fluid environment is optimized for high bubble particle contacting (called “particle collection” in flotation lingo). In the second tank, the fluid environment is optimized for quiescent density separation, which minimizes the number of particles that get caught in the internal “drop-back” cycle. This class of flotation devices is sometimes referred to as “two-stage flotation cells.”
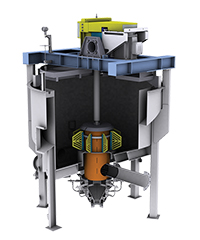
Eriez developed and patented its two-stage device, called the StackCell in 2008. Today, the company has more than 30 fullscale installations in coal flotation. A cut-away of the Stack- Cell is shown as Figure 2. The design features a tank within a tank. Air and feed pulp enter the internal tank, where they are mixed with a high shear rotor and stator mechanism. The internal tank is bounded on all sides and the aerated pulp can only leave through a narrow gap between the top of the tank wall and the rotating lid. This special design means that when bubble-particle aggregates form and flow through the internal tank, they cannot return. In the outer tank, the low amount of energy is ideal for facilitating the density separation (flotation) of the bubble-particle aggregates and “drop-back” is minimized because there is no mechanically induced forced convection.
Several years ago, a 1.2-metre diameter unit was tested in gold sulphide flotation in South America. In the comparison, the StackCell was run side by side with a conventional mechanical tank cell and was able to achieve a comparable degree of metallurgical separation (as measured by grade and recovery) in about one-sixth of the residence time of the conventional cell. In another recent side-by-side comparison, a train of three StackCells was run alongside a set of five 8-metre diameter conventional rougher scavenger tank cells at the site of a copper porphyry concentrator. That comparison is summarized in this article. The full experimental method and results were published earlier this year at the National Canadian Mineral Processors Conference in Ottawa.
Side-by-side comparison
In this comparison, continuous sampling was available on the feed and outlet (tails and concentrate) of the rougher tank cells and the scavenger tank cells. Receiving identical feed was a train of three 0.6-metre diameter StackCells, shown in Figure 3. Sampling on each of these cells allowed the investigators to close mass balances around the plant rougher and scavenger banks and each StackCell under identical feed conditions.
Finally, pulp from the plant was taken to a commercial lab and used to run a batch Denver test. This is a standard test that is used to evaluate the performance of industrial tank cells.
Normally, the industrial tank cells need two to three times the amount of retention time to achieve the same degree of separation as the Denver batch test.
Typical results for the recoveries from this test are shown in Figure 4. All three flotation units generated concentrate with comparable grade. In this figure, the kinetic response is shown for the StackCell train (diamonds), the Denver batch test (squares) and commercial tank cells (triangles).
Unsurprisingly, the multiplier to transform the Denver curve onto the commercial tank cells was about two. This is a well-known “rule of thumb” used in the time-tested scale-up of mechanical tank cells discussed in the introduction of this article. The big news is that the StackCell results were on the left hand side of the Denver curve. In other words, flotation in the StackCells was almost three times faster than the Denver batch test or about six times faster than conventional tank cells.
What could account for this dramatic and improved result?
Recall that in a conventional tank cell high energy is a requirement to cause bubbles and ore particle to combine, but this same condition can cause detachment and drop-back. The only way to handle this compromise is to allow for multiple cycles of formation and drop-back by radically increasing the required retention time. Even then, significant amounts of fine and coarse particles are lost, as demonstrated in Figure 1. The internal “drop-back” cycle is expected to also occur in a Denver lab-cell, albeit with potentially less impact because of the substantially diminished length scales involved compared with industrial-scale tank cells. These results are a powerful demonstration of the potential of the two-stage device, contrasted against two variants of the conventional stirred tank design with the inherent built-in “drop-back” loop. Obviously, the perfection and commercialization of the two-stage device can be a game changer for the mining business. Based on these results, the potential has been shown for dramatically reducing the size of the units, installation costs, and operating energy costs.
To that end, Eriez is currently working closely with a number of mining companies, including several of the largest global mining companies to test the limits of this technology and scale it up to larger quantities.
ERIC BAIN WASMUND is global managing director and LANCE CHRISTODOULOU, global testing manager with Eriez Flotation Division; MIKE MANKOSA is executive vice-president of Eriez.
Comments